-

河南省国鹏起重机械有限公司
主营:起重机车轮组,LD行车轮,钢丝绳电动葫芦,吊钩组 - 15670449222

河南省国鹏起重机械有限公司
主营:起重机车轮组,LD行车轮,钢丝绳电动葫芦,吊钩组 3
3


车轮组型号:
单边车轮组型号
φ250*90单边主被动铸钢/锻钢车轮组、φ350*100单边主被动铸钢/锻钢车轮组、
φ315*100单边主被动铸钢/锻钢车轮组、φ400*120单边主被动铸钢/锻钢车轮组、
φ500*130单边主被动铸钢/锻钢车轮组
双边车轮组型号
φ400*130双边主被动铸钢/锻钢车轮组、φ500*130双边主被动铸钢/锻钢车轮组、
φ500*150双边主被动铸钢/锻钢车轮组、φ600*150双边主被动铸钢/锻钢车轮组、
φ600*160双边主被动铸钢/锻钢车轮组、φ600*180双边主被动铸钢/锻钢车轮组、
φ700*150双边主被动铸钢/锻钢车轮组、φ700*180双边主被动铸钢/锻钢车轮组、
φ710*180双边主被动铸钢/锻钢车轮组、φ700*200双边主被动铸钢/锻钢车轮组、
φ800*160双边主被动铸钢/锻钢车轮组、φ800*200双边主被动铸钢/锻钢车轮组、
非标规格可来图定做!

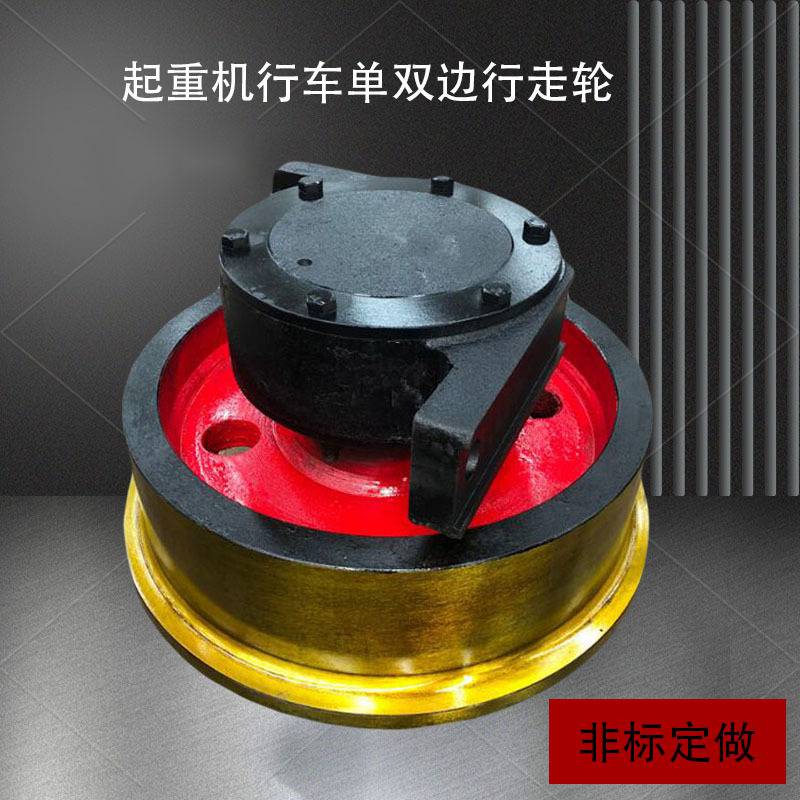
















双边车轮组用途
双缘车轮组主要用于50T以下的起重机大车运行机构。经表面淬火后的车轮踏面硬度可以达到HB330-380,经整体调质热处理后,性能会更优。另选择ZG50SiMn材质的车轮可以提高轮压20%。 双缘车轮组 选用轴承为圆锥滚子轴承。选择ZG50SiMn材质性能可以提高20%,价格加15%。
车轮组结构及用途
车轮与轴、轴承和轴承箱等组成车轮组。车轮是用来支承起重机和载荷,并在轨道上使起重机往复行驶运行的装置。车轮主要损伤的形式是磨损、硬化层压碎和点蚀。车轮的材料一般采用ZG430-640铸钢。为了提高车轮表面的耐磨度和寿命,踏面应进行表面热处理,要求表面硬度为HB300-350,淬火深度不少于20mm.
工艺技术特点
采用55#钢铸造,经车床粗细加工后,由中频淬火加工车轮踏面,经机械工压装轴承精装而成。行车轮有Φ100、Φ200、Φ250、Φ300、Φ350、Φ400、Φ500、Φ600、Φ700、Φ800、Φ900、Φ1000、Φ1200等几种规格。
车轮组的应用
车轮组主要适用于QD5~100T电动双梁桥式、门式起重机等。
应用中控制运行机构车轮水平偏斜值主要是根据不同的产品结构采取相应的技术措施。比较常用、工艺措施也相对简单的设计结构是:将车轮装配到支架上组成车轮组,例如角型轴承箱车轮组和台车式45°剖分轴承箱车轮组,在起重机主结构上,安装调整车轮水平偏斜合适后固定。
为了更好的为您提供服务,更快的确定您的需求,请告知以下数据:
A起重机吨位
B工作级别
C车轮组型号(提供相关尺寸或图纸)
D车轮组材质
E轨道型号
*保养维护*:
车轮的踏面不应有凹痕、沙眼、气孔、缩松、裂纹、削落等缺陷,发现后不能焊补,应及时更换新车轮;
如果踏面上有麻点,当车轮直径≤500mm,麻点直径≤1mm;当车轮直径>500mm,麻点直径≤1.5mm,且深度均≤3mm和不多于5处时,可继续使用;
两主动轮直径相对磨损差**过直径的1‰时,应重型加工成相同的直径,其公差应不低于D6,角型轴承箱中滚动轴承的损坏也是常见的,多数由于装配或润滑不当所致。